By building our system with the NI FlexRIO FPGA adapter module incorporated in an NI PXI system with LabVIEW, we can more effectively monitor and control the quality of the SLM process.
– Tom Craeghs, Catholic University of Leuven
The Challenge
Controlling and monitoring the selective laser melting (SLM) process in real time to more accurately detect errors and maintain quality control.
The Solution
Building a rapid, real-time monitoring system to control the SLM process and achieve online laser control using PXI, NI FlexRIO, vision, and LabVIEW software
Researchers in the mechanical engineering department at the Catholic University of Leuven in Belgium have extensively studied additive manufacturing for two decades. The research team, lead by Dr. Jean-Pierre Kruth, is currently working on SLM of metals with a focus on improving the quality of the process.
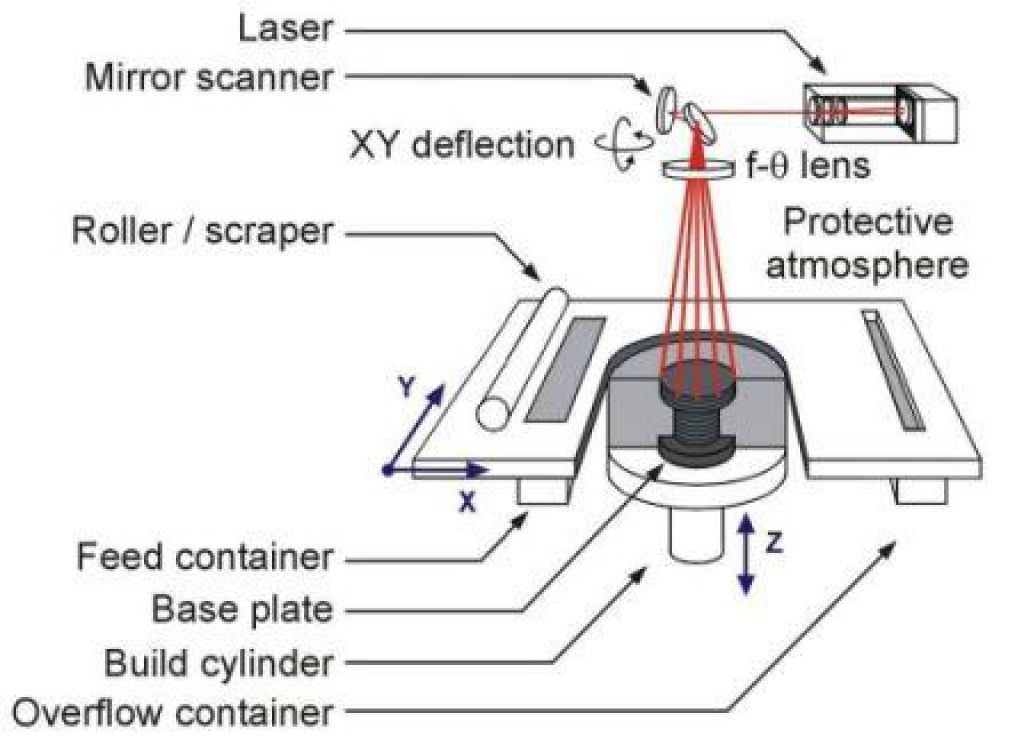
SLM is a layered material additive production process for the direct fabrication of functional metallic parts. The working principle of the SLM process involves a high-speed laser beam melts thin layers of metal powder. As a result of the layering process during production, SLM allows for a variety of geometrical approaches and can be applied to parts with very complex structures.
Despite the progress made in improving the SLM process and part quality, problems such as overheating and coater issues can still result in an inferior product. This gap in quality control must be addressed for SLM to become a real option in industries such as aerospace and medicine, where high quality is critical for performance.
Due to the drastic variations of the border conditions around the laser spot zone, overheating can occur, resulting in large variations in melt pool size. If the melt pool is surrounded by more heat-isolating powder than heat-conducting solid material, the melt pool size increases drastically, deteriorating the part dimensions and the surface quality.
In addition, during the build process, thin parts may break loose from the building plate. When the coater moves over these parts, the coater blade can be damaged, causing the newly deposited layer to not be as flat or uniform as required.
Building the Image Acquisition System
To address these issues, the research team developed a control and monitoring system to improve the SLM process. The foundation of the system includes two optical components. First, a high-speed CMOS camera continuously monitors a narrow zone around the laser spot. Because the laser is typically moving at a speed of 1000 mm/s, these images need to be recorded and processed at high rates on the order of 10 to 20 kHz. The melt pool dimensions can be controlled through a feedback loop to the input parameters as laser power and scan speed. The team installed a second camera outside the processing chamber to inspect the build platform after scanning and depositing.
Real-Time Data Processing
To rapidly process the images from the first camera, the team selected an NI PXIe-1082 chassis, an NI FlexRIO field-programmable gate array (FPGA) module with an NI 1483 Camera Link adapter module, an NI PXI-7853R R Series multifunction reconfigurable I/O (RIO) module, and LabVIEW graphical system design software. The camera images are loaded in the FPGA, the image is thresholded, and an in-house developed IP core on the FPGA determines the length, width, and area of the melt pool. Using the trigger lines in the PXI chassis, these data are passed with digital communication to the FPGA of the R-series card, on which a dedicated protocol (XY2-100) is implemented to control the mirrors of the galvano-scanner. Besides the protocol also the control loop for steering the laser power and scan speed runs on this FPGA.
System Performance
The new control and monitoring system based on NI hardware and software accurately detected overheating. The graph displays the fluctuations in melt pool size over time while scanning a thin-walled structure. The peaks in the melt pool area correspond to overheating that occurred when the laser performed a 180 degree turnaround.
The system can counteract overheating locally by diminishing the laser power in the real-time feedback loop. In addition, LabVIEW stores all data on the melt pool vectors for further analysis. During the process, dedicated pattern recognition algorithms search continuously in the software database for nonstatistical process variations. After the build process is finished, LabVIEW can generate a quality report. Using NI vision algorithms, the system can detect these stripes quickly and easily.
Conclusion
By building our system with the NI FlexRIO FPGA adapter module incorporated in an NI PXI system with LabVIEW, we can more effectively monitor and control the quality of the SLM process. PXI rapidly processes and analyzes images. In addition, by implementing the communication with galvano scanner and the laser source, using the XY2-100 protocol, on the PXI-7853R R Series multifunction RIO module, we achieved fast and real-time control of the laser scan speed and power.
We developed a smooth system working with National Instruments and our positive experience will result in an opportunity for industry to implement this system in their machines as well.
Author Information
Tom Craeghs
Catholic University of Leuven
Celestijnenlaan 300B
Heverlee
Belgium
[email protected]